包油包風
包油包風
文章撰寫 阜麒科技 工程技術部團隊
包風(或稱包封)/包油(Trapping)是模具製程常見的缺陷之一,存在塑膠射出製程或金屬鍛造製程中。
以鍛造製程來說明,主要發生原因為模具閉合過程內部存在空氣,且在成形無法快速順利排出模具,空氣無法排出的原因大多是因為模具與胚料的擠壓或造型,形成一個封閉的區域,使得空氣被包覆在其中,接著鍛造行程到了合模位置後,空氣受後到擠壓壓縮,所佔據體積雖會減少,但金屬材料無法順利流動充填到該處位置,退模之後胚料的最終形狀,該處呈現缺少部分材料體積,稱之為包封。
而包油則是因為鍛前噴灑在模具上的離形劑、潤滑液或冷卻液,因為堆積過多無有效排出機制而形成。一般包風/包油的主要手段為增加逃氣孔(Vent,台語稱逃封),透過適當位置的逃氣孔設計,可有效避免產生包風/包油的問題。
另外,控制材料流動方向順序,亦是有效的方法之一,不過控制材料流動方向須配合產品外型與模具設計、材料走料屬於難度與條件較為嚴苛的解決方法。
下面為鍛造模擬軟體在包風/包油缺陷呈現
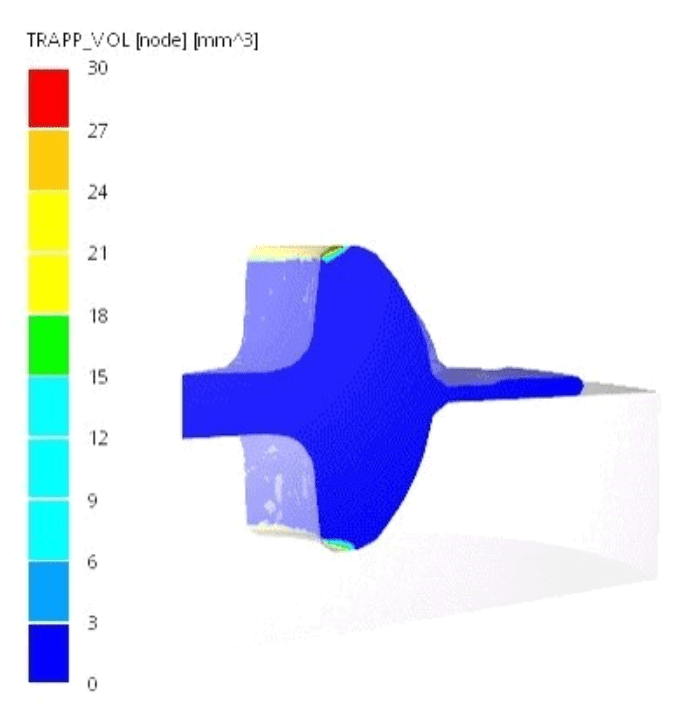
最終可以透過鍛造模擬軟體,設計並驗證逃氣孔位置的有效性。