溢流槽設計如何優化:整理並應用鑄件缺陷數據的優勢
高壓鑄造中的溢流槽功能
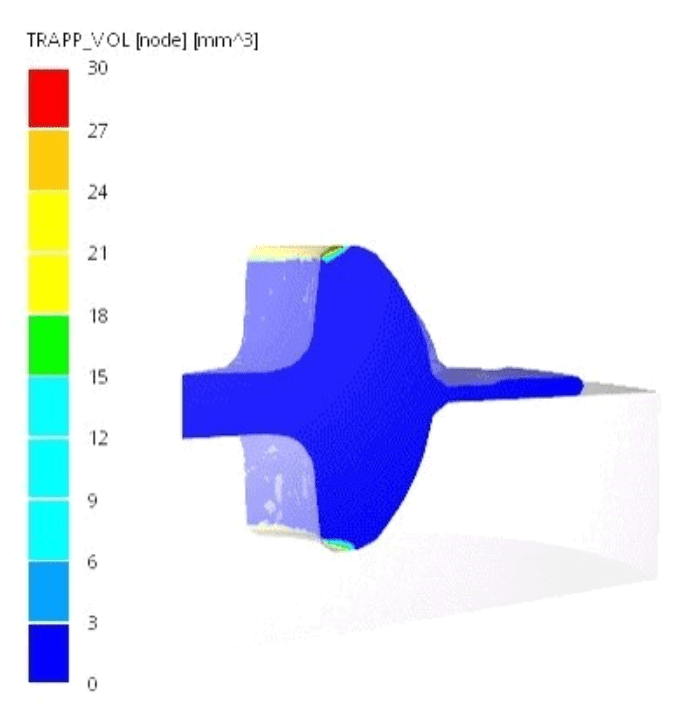
在高壓鑄造製程中,溢流槽是模具設計的重要組成部分。溢流槽的主要功能是在鑄件充填過程中收集前端的冷金屬、氧化皮和氣體,這些物質如果進入鑄件主體會形成缺陷。溢流槽還有助於建立模具內的壓力梯度,改善金屬流動。
傳統的溢流槽設計通常依賴工程師的經驗判斷。工程師會根據鑄件的幾何形狀、澆口位置、預期的流動路徑等因素,決定溢流槽的位置、尺寸和數量。這種方法在不同工程師之間可能產生差異,且難以量化設計效果。
溢流槽設計主要由資深工程師負責,設計決策基於多年的現場經驗。當被問及設計依據時,工程師表示主要依靠「感覺」和「過去的成功案例」,缺乏系統性的設計準則。
溢流槽設計的經驗性挑戰
溢流槽設計涉及多個參數的確定,包括溢流槽的位置、容積、形狀、與鑄件本體的連接方式等。這些參數之間存在相互影響,使得設計過程變得複雜。
位置選擇 溢流槽應該設置在金屬流動的最末端,但實際上金屬流動路徑可能因為鑄件形狀複雜而難以預測。經驗豐富的工程師可能能夠判斷流動趨勢,但對於新產品或複雜結構,判斷的準確性會下降。
容積確定 溢流槽的容積需要足夠大以收集所有前端冷金屬,但過大的容積會增加材料浪費和冷卻時間。經驗法則通常建議溢流槽容積為鑄件本體的 10-20%,但這個範圍較寬,具體數值需要工程師根據情況調整。
形狀設計 溢流槽的形狀影響金屬流入的順暢程度和冷卻效果。常見的形狀包括矩形、梯形、半圓形等,不同形狀適用於不同的情況。選擇何種形狀往往依賴工程師的偏好和過往經驗。
由於缺乏明確的設計準則,不同工程師可能對同一鑄件設計出不同的溢流槽方案。這種不一致性可能導致生產品質的波動,也使得設計經驗難以傳承給新工程師。
鑄件缺陷與溢流槽的關聯
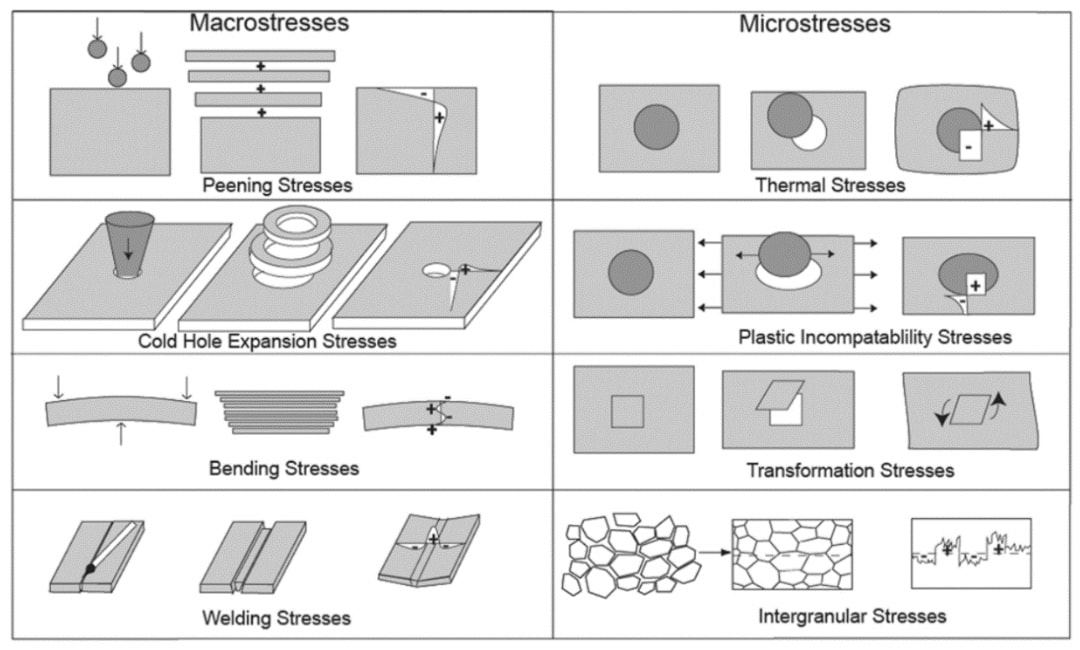
鑄件缺陷的類型多種多樣,包括氣孔、縮孔、冷隔、夾渣等。這些缺陷與溢流槽設計存在一定的關聯性。
氣孔缺陷 氣孔通常由氣體捲入或金屬凝固時氣體析出形成。溢流槽如果設計不當,可能無法有效收集含氣體的前端金屬,導致氣孔進入鑄件本體。另一方面,溢流槽過大可能延長凝固時間,增加氣孔形成的機會。
縮孔缺陷 縮孔是由於金屬凝固收縮造成的。溢流槽的容積和位置影響凝固順序和補縮效果。如果溢流槽設置在熱節附近,可能干擾正常的凝固順序,增加縮孔風險。
冷隔缺陷 冷隔是金屬流動前沿溫度過低造成的。溢流槽的位置如果設置不當,可能導致金屬流動路徑變長,增加冷隔的可能性。合理的溢流槽設計應該縮短流動距離,減少冷隔風險。
夾渣缺陷 夾渣是指氧化皮或其他雜質捲入鑄件。溢流槽的主要功能之一就是收集這些雜質,因此溢流槽設計直接影響夾渣缺陷的發生率。
要建立溢流槽設計參數與缺陷率之間的量化關係,需要大量的生產數據和統計分析。傳統的經驗方法難以提供這種量化關係。
數據驅動的設計方法
隨著製造企業數位化程度的提高,許多工廠開始積累生產數據,包括鑄件檢驗記錄、製程參數、模具設計資料等。這些數據為數據驅動的設計方法提供了基礎。
某鑄造廠收集了過去 20 年的生產數據,總共約 900 筆鑄件檢驗記錄。每筆記錄包括鑄件編號、缺陷類型、缺陷位置、溢流槽設計參數、澆注溫度、壓力等資訊。這些數據經過清洗和標準化後,可以用於分析溢流槽設計與缺陷率的關係。
數據分析的初步結果顯示了一些特性:
溢流槽容積與缺陷率的非線性關係 數據顯示,溢流槽容積與缺陷率之間不是簡單的線性關係。當容積從鑄件本體的 5% 增加到 15% 時,缺陷率顯著下降;但當容積超過 20% 後,缺陷率反而開始上升。這表明存在一個最佳的容積範圍,過大或過小都不利於品質。
溢流槽位置的影響 溢流槽設置在鑄件的不同位置對缺陷類型有不同影響。設置在流動最末端的溢流槽對減少氣孔和夾渣最有效,而設置在熱節附近的溢流槽可能增加縮孔風險。數據分析可以識別出每個鑄件的最佳溢流槽位置。
形狀與缺陷的關聯 不同形狀的溢流槽對不同類型的缺陷有不同效果。矩形溢流槽在收集夾渣方面表現較好,而梯形溢流槽在減少氣孔方面更有效。半圓形溢流槽則在流動順暢性方面有優勢。
這些發現為溢流槽設計提供了數據依據的指導原則,有助於減少設計的主觀性和不一致性。
AI 技術在數據分析中的應用
人工智慧技術,特別是機器學習,能夠從大量數據中提取模式和規律。在溢流槽設計的應用中,AI 技術可以處理和分析 900 筆鑄件缺陷數據,發現人難以察覺的複雜關係。
機器學習模型可以將溢流槽設計參數(位置、容積、形狀等)作為輸入特徵,將缺陷率或缺陷類型作為輸出目標,訓練出預測模型。訓練好的模型可以預測給定設計方案的預期缺陷率,或者推薦最佳的設計參數。
除了預測,AI 技術還可以進行特徵重要性分析,識別哪些設計參數對缺陷率影響最大。例如,分析可能發現溢流槽容積的影響權重為 40%,位置為 35%,形狀為 25%,這幫助工程師了解設計決策的優先順序。
結合檢索增強生成(RAG)技術,AI 系統可以將數據分析的結果與專業知識庫結合。當工程師詢問設計建議時,系統不僅提供基於數據的推薦,還可以引用相關的理論依據和文獻支持,增強建議的可信度。
本地部署的數據安全考量
鑄件生產數據包含製程參數、缺陷記錄、模具設計等資訊,這些都是製造企業的重要資產。將這些數據上傳到雲端 AI 服務可能存在資安風險。
本地部署的 AI 系統將數據處理和模型訓練都在工廠內部完成,數據不會離開工廠網路。這種架構確保了生產數據的機密性,符合許多製造企業的資安政策。
本地部署系統通常包括數據存儲、模型訓練、推理服務、用戶介面等組件。系統可以與工廠的現有 MES(製造執行系統)和品質管理系統整合,實現數據的自動收集和分析。
實際應用案例
某手機外殼製造商導入本地部署的 AI 系統後,在溢流槽設計方面觀察到以下變化:
設計流程 工程師在設計新產品時,將鑄件的 3D 模型和基本製程要求輸入 AI 系統。系統基於歷史數據分析,推薦溢流槽的最佳位置、容積和形狀。工程師可以查看系統提供的推薦理由,包括相關的數據統計和理論依據。
品質改善 導入 AI 系統後,該廠的鑄件良率從 84% 提升到 95%。缺陷類型的分佈也發生變化,氣孔和夾渣缺陷顯著減少,而縮孔缺陷保持穩定。這表明 AI 推薦的溢流槽設計在收集前端冷金屬和雜質方面更有效。
設計一致性 不同工程師設計的溢流槽方案變得更加一致,因為大家都使用相同的 AI 系統作為參考。這減少了因工程師差異造成的品質波動,也便於新工程師快速掌握設計要領。
材料節省 由於溢流槽設計更加精準,平均溢流槽容積從鑄件本體的 18% 降低到 14%,減少了材料浪費。對於年產量大的產品,這種材料節省具有顯著的經濟效益。
結論
溢流槽設計是高壓鑄造製程中的重要環節,傳統的設計方法依賴工程師的經驗判斷,缺乏系統性的設計準則。經驗法則雖然在許多情況下有效,但存在不一致性和難以傳承的問題。
數據驅動的設計方法通過分析大量生產數據,可以建立溢流槽設計參數與缺陷率之間的量化關係。AI 技術能夠從數據中提取複雜的模式,為設計決策提供支持。
實際案例顯示,導入 AI 系統後,鑄件良率從 84% 提升到 95%,溢流槽容積從 18% 降低到 14%,同時提高了設計一致性。本地部署的架構確保了生產數據的資安,符合製造企業的合規要求。
隨著製造企業數位化程度的提高,數據驅動的設計方法有望在更多鑄造企業中得到應用,為提高產品品質和降低生產成本提供技術途徑。